Spiralne frezy trzpieniowe VHM z powłoką KleinDIA

Zdarzają się przypadki kiedy frezowanie standardowym frezem trzpieniowym na maszynie CNC lub innej maszynie do drewna jest dość trudne ze względu na obrabiany materiał.
Do takich materiałów zaliczamy: twarde gatunki drewna w tym drewno egzotyczne, materiały drewnopochodne: sklejka, płyta wiórowa itp. aluminium i materiały warstwowe a także CORIAN i inne materiały mineralne wykorzystywane w meblarstwie, architekturze i wystroju wnętrz.
Frezy Klein z serii KleinDIA zostały pokryte specjalną powłoką o grubości 1 mikrona w celu zapewnienia lepszych parametrów wytrzymałościowych samego narzędzia jak i lepszej jakości obróbki podczas skrawania.
Powłoka nakładana w niskich temperaturach polepsza cechy narzędzia do których zaliczamy:
Zalety:
- wysoka twardość Hv 0,025:2.500-3.100
- podwyższona odporność na uszkodzenia jak tępienie ostrza, korozję narzędzia, mniejsza ścieralność
- powłoka zmniejsza współczynnik tarcia podczas skrawania dzięki czemu narzędzie mniej się nagrzewa
- przywieranie wiórów nie jest już takim problemem ponieważ narzędzie posiada niski współczynnik przywierania
Korzyści dla użytkownika:
- zwiększenie wydajności co przekłada się na wzrost produkcji
- podniesienie jakości poprzez lepsze wykończenie krawędzi, powierzchni
- zwiększenie zysków w firmie przez obniżenie kosztów eksploatacji

Co można frezować tymi frezami z powłoką KleinDIA:
- drewno lite miękkie i twarde
- płyta wiórowa surowa i laminowana
- MDF, sklejka, OSB itp.
- plastik i aluminium bez użycia chłodziwa
- materiały typu CORIAN, KERROCK

Producent posiada w ofercie dwa rodzaje frezów tego typu:
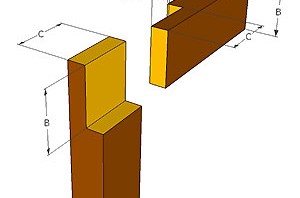
- frezy spiralne KleinDIA „pozytyw” o prawym i lewym kierunku obrotów – gdzie dolna krawędź elementu jest idealna
- frezy spiralne KleinDIA „negatyw” o prawym obrotów – gdzie górna krawędź elementu jest idealna
Plik do pobrania: Frezy KleinDIA z powłoką














")
")
")


")


")









")