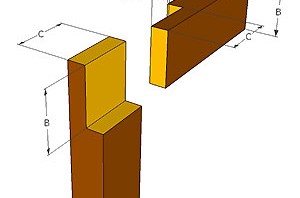
Do produkcji drewnianych kołków gładkich lub ryflowanych używane są najczęściej frezy nasadzane lub głowice z wymiennymi nożami profilowymi. Pracują zawsze w zestawie góra-dół w strugarkach czterostronnych.
Więcej informacji o tego typu narzędziach stolarskich zobacz tutaj
Częste pytanie stolarzy i hobbystów: Jaki jest dobry frez trzpieniowy do drewna?
Zaczynamy od początku: Projektowanie i produkcja frezów
Frezy trzpieniowe do drewna
Frez trzpieniowy do drewna to pozornie bardzo proste narzędzie stolarskie, co jednak nie świadczy wcale o łatwości jego zaprojektowania, a tym bardziej banalnym wytwórstwie na podstawie jednego wzoru. Produkcja frezów zawsze przebiega wieloetapowo, podobnie zresztą jak opracowanie konspektu. Do tego dochodzi jeszcze wybór odpowiednich materiałów, które należy stosować w określonych ilościach i konfiguracjach.
Niezbędna jest tu również wiedza z zakresu nowoczesnej inżynierii, zwłaszcza przy projektowaniu frezów o skomplikowanym kształcie. Im geometria narzędzia jest bardziej złożona, tym szersza liczba czynników decyduje bowiem o jego solidnym wykonaniu i efektywnej pracy.
Elementy mające kluczowy wpływ na niezawodność frezu to przede wszystkim:
kąty skrawania (kąt przyłożenia i kąt ostrza),
wyważenie,
konstrukcja chroniąca przed odrzutem,
odprowadzenie wiórów
i właściwe ustawienie płytek ostrza.
Frez profilowy do drewna
Na etapie projektowania oraz produkcji koniecznie należy zadbać o powyższe elementy, co bez doświadczenia zawodowego w branży jak również zastosowania specjalistycznych technologii nie jest możliwe.
Aktualnie producenci (choć nie wszyscy) coraz częściej korzystają z projektowania komputerowego, które podwyższa gwarancję precyzyjnego wykonania, dając świetny efekt finalny. Aby się o tym przekonać, wystarczy przetestować podczas pracy frez wytworzony w oparciu o ów innowacyjne metody. Łatwość i gładkość cięcia z pewnością będą lepsze niżeli przy pomocy narzędzia formułowanego tradycyjnie. Różnica ta odczuwalna będzie nawet w przypadku prostych frezów.
Choć nasz rynek dosłownie zarzucany jest ostatnimi czasy sprzętem wykonanym z tworzyw drewnopodobnych, wielu z nas- słusznie zresztą- uważa, iż zdecydowanie warto zainwestować w piękne, solidne i trwałe meble wykonane z prawdziwego drewna. Dzięki temu my możemy cieszyć się przez długie lata wspaniałym wyposażeniem domu, a profesjonalne, szanujące się zakłady stolarskie wciąż mają szansę pracować na pełnych obrotach, zdobywając zaufanie dziesiątek, a nawet setek klientów.
Jakiego wybrać stolarza?
Oczywistym staje się w tym momencie fakt, iż najchętniej korzystamy z usług sprawdzonych, dobrze wyposażonych warsztatów, które posiadają wszelkie, niezbędne narzędzia do obróbki drewna, bowiem można mieć wówczas całkowitą pewność, iż zrealizowane zostanie każde zamówienie, z efektem rzecz jasna zadowalającym.
Przed laty meble czy też inne elementy drewniane (np. drzwi, okiennice, balustrady, ramy do obrazów) produkowane były bardzo długo, gdyż stolarze nie dysponowali tak różnorodnym i nowoczesnym sprzętem jak teraz.
Piła diamentowa na maszynie HOLZMA
Zwróć uwagę na wyposażenie stolarni.
Aktualnie nawet najbardziej precyzyjna robota przebiega dużo sprawniej, trwając kilkanaście razy krócej, ponieważ dzisiejsze piły, frezarki, strugarki, wiertła, pilarki, czopiarki oraz specjalistyczne noże strugarskie umożliwiają szybkie i dokładne wykonanie dosłownie każdego kształtu, bez względu na to, czy klient zainteresowany jest stylem nowoczesnym, czy klasycznym. Warto w tym momencie dodać, iż wydajność to nie jedyna zaleta współczesnych narzędzi stolarskich. Są one również wytrzymałe, co wbrew pozorom cieszyć powinno nie tylko stolarzy, ale i nas, gdyż dzięki temu zakłady stolarskie zaoferować mogą korzystniejsze ceny swych usług.
Nowoczesne rozwiązanie jakim jest głowica strugarska zostało stworzone przez firmę METAL WORLD dla klientów ceniących sobie innowacyjne rozwiązania w technologii obróbki drewna.
Spiralna głowica strugarska o nazwie TOP GRINDER dedykowana jest do maszyn stolarskich, obrabiarek do obróbki drewna litego i do linii produkcyjnych w fabrykach mebli.
Dzięki specjalnej konstrukcji wymiennych ostrzy w spiralnej głowicy strugarskiej jest ona konkurencyjna w stosunku do tradycyjnych rozwiązań.
Narzędzie to wyróżnia się wieloma cechami ale te które zauważysz na początku pracy to:
● struganie dużych i małych naddatków materiału
● odporne ostrza w wersji HMS wielokrotnego ostrzenia
● wysoka jakość obrabianej powierzchni
● ECO innowacje rozwiązanie
● cicha praca narzędzia
● redukcja zużycia energii elektrycznej
● mniejsze opory skrawania
Spiralna głowica strugarska TOP GRINDER v2
TOP GRINDER – spiralne głowice strugarskie znajdą zastosowanie w Twoim zakładzie w obrabiarkach do obróbki drewna zaczynając od frezarek dolnowrzecionowych poprzez strugarki czterostronne, maszyny do produkcji krzeseł aż do specjalnych linii produkcyjnych z wysokimi prędkościami posuwu.
Głowice z ryflowanym mocowaniem noży o grubości 8 mm znajdują zastosowanie w zakładach stolarskich i fabrykach mebli lub półwyrobów jako alternatywa dla frezów profilowych i głowic typowo strugarskich. Firma Metal World oferuje głowice które dzięki nożom o grubości 8 mm i wykonanych z HSS są uniwersalne jeśli chodzi o zastosowanie podczas obróbki drewna.
Narzędzie dedykowane jest dla dużych fabryk mebli, podwykonawców produkujących elementy drewniane aż do dużych i małych stolarni. Głowice te dzięki wymiennym nożom można używać do frezowania profilowego drewna miękkiego jak i twardego. Specjalne noże wyposażone są w nacięcia zwane ryflami i służą do stabilnego i mocnego zamocowania w głowicy. Następną ważną funkcją tych nacięć jest dokładne ustawienie noża w danej pozycji. Mocując dzięki temu rozwiązaniu noże mamy pewność, że każdy z nich będzie pracował na tej samej średnicy co jest istotne przy uzyskaniu satysfakcjonującej jakości wyrobu końcowego w naszej stolarni czy fabryce mebli.
Głowica strugarska prosta z mocowaniem HYDRO
Zalety takich narzędzi to przede wszystkim:
łatwa wymiana noży;
idealne ustawienie nowych noży lub po ostrzeniu;
jedno narzędzie a kilkanaście lub kilkadziesiąt profili dzięki wymianie noży;
zastosowanie noży prostych przezbraja man narzędzie w głowicę strugarską,
noże są ostrzone od przyłożenia dlatego mamy ciągle ten sam kształt profilu,
grube noże 8 mm poradzą sobie w trudnych warunkach w przeciwieństwie do głowic z nożami 2 mm.
Firma Metal World produkuje te głowice stolarskie w średnicach 122/137/150/163 mm. Wysokości robocze głowic to 60/80/100/130/150/180/230 mm zadowolą każdego użytkownika. Tego typu głowice strugarskie wykonywane są również z mocowaniem HYDRO gdzie jakość po frezowaniu musi być idealna np. pod lakier wodny do drewna. Inne wymiary na zamówienie.
Często po ostrzeniu narzędzi diamentowych w firmach, które do końca nie wiedzą jak profesjonalnie przeprowadzić taki proces pojawiają się problemy z pracą tych narzędzi takie jak:
● zła jakość powierzchni obrabianej przez frez diamentowy
● drgania narzędzia podczas obróbki
● brak odpowiedniego odprowadzenia skrawanych wiórów
● tarcie korpusu frezów o obrabiany materiał
● lub inne
Co proponujemy?
Narzędzia diamentowe w zależności od konstrukcji to przeważnie duży koszt zakupu dla producenta mebli; dlatego czy warto ryzykować?
Firma SEMPER proponuje Ci profesjonalne ostrzenie narzędzi diamentowych do produkcji mebli i parkietu. Nasi serwisanci szkoleni są przez producenta narzędzi DIA firmę Metal World dlatego gwarantujemy jakość ostrzenia w jakości producenta. Prawidłowo naostrzone narzędzie to zalety podczas pracy:
● idealna jakość cięcia
● stabilna praca narzędzia ● prawidłowe odprowadzenie wiórów ● nienagrzewanie się narzędzia ● dłuższa żywotność pracy
Frezy DIA przed ostrzeniem (widać ręczne obniżanie korpusu)
Kolejne etapy procesu ostrzenia.
Narzędzia przed ostrzeniem poddawane są takim czynnościom jak: mycie w myjce ultradźwiękowej, ostrzenie zgrubne i wykańczające, obniżanie korpusu, wyważanie narzędzia.
W tym dziale prezentujemy noże do głowic stolarskich prostych i profilowych jak również noże do głowic strugarskich pracujących w strugarkach czterostronnych i na frezarkach dolnowrzecionowych, frezarkach górno wrzecionowych i centrach CNC. W zależności od przeznaczenia noże (nożyki HM, płytki HM) podzielone są jako noże profilowe do głowic frezarskich, noże proste strugarskie i nożyki do głowic nasadzanych i głowic trzpieniowych do obróbki drewna. Przy wyborze potrzebnego nożyka należy zwrócić uwagę na sposób mocowania w głowicy, kształt noża i jego grubość.
Narzędzia diamentowe oznaczane DIA, DP lub PKD swoją nazwę otrzymały od materiału z jakie są wykonane ostrza tych narzędzi czyli z diamentu polikrystalicznego – syntetyczny materiał super twardy zbudowany z bardzo twardych ziaren diamentu o mikronowej wielkości. Produkcja polega na spojeniu ziaren diamentu pod ciśnieniem 3.500 – 5.000 MPa i w temperaturze 1.200-1.600°C z podłożem z węglika spiekanego za pomocą specjalnego spoiwa.
Frezy diamentowe
Z tak otrzymany materiału w postaci krążków są wycinane ostrza narzędzi do obróbki materiałów drewnopochodnych i drewna.
Narzędzia diamentowe do obróbki drewna i materiałów drewnopochodnych polecane są do obróbki materiałów drewnopochodnych takich jak MDF, sklejka, płyta OSB, płyta wiórowa surowa lub okleinowana folią finish, melaminą lub płyt wiórowych laminowanych jak blaty kuchenne itp. Narzędzia w przemyśle drzewnym w wersji diamentowej polecane są również do obróbki drewna egzotycznego, krajowego twardego jak i np. sosny przy zachowaniu odpowiednich kątów skrawania dla danego gatunku drewna.
Narzędzia diamentowe do okleiniarki i do parkietu
Najprościej podzielić narzędzia diamentowe do drewna tak samo jak narzędzia widiowe dla przemysłu meblowego:
Wiertła przelotowe, nieprzelotowe i pod zawiasy puszkowe i łączniki
Głowice formatyzujące lub inaczej zwiórowujące na linie produkcyjne
Zestawy narzędzi do produkcji parkietu HDF, parkietu tradycyjnego i trójwarstwowego, listew przypodłogowych, ozdobnych
Głowice formatyzujące do linii
Zaletą narzędzi diamentowych w porównaniu do narzędzi widiowych jest głównie ich żywotność; narzędzia DIA pracują od 80 do 100 razy dłużej niż narzędzia HM pomiędzy ostrzeniami. Narzędzia DIA doceniane są szczególnie przez meblowe zakłady produkcyjne ponieważ zastosowanie tego typu narzędzi zwiększa wydajność obrabiarek do obróbki drewna i zmniejsza koszty produkcyjne. Inną zaletą jest to, że narzędzia diamentowe tępiąc się nie zmieniają kształtu profilu zęba jak narzędzia HM co jest istotne przy produkcji frontów meblowych z MDF lub drewna jak i parkietu z HDF i drewnianego.
Ostrzenie narzędzi do drewna
Ostrzenie narzędzi diamentowych odbywa się metodą wyiskrzania. Polega to na powstaniu łuku elektrycznego pomiędzy ostrzonym narzędziem a elektrodą rotacyjną lub drutem w zależności od typu maszyny.
Ostrzenie narzędzi diamentowych
Narzędzia diamentowe produkowane są w wersji od 2 krotnego ostrzenia do 15 krotnego ostrzenia.
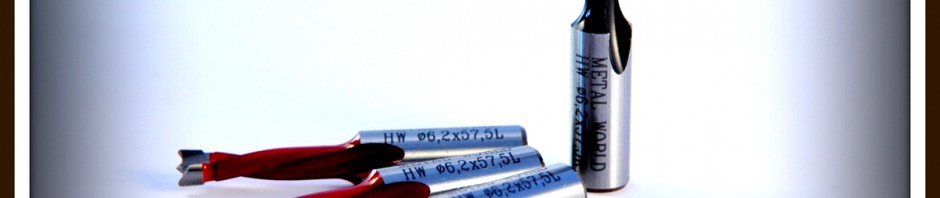
W nowoczesnych fabrykach oraz w wielu przedsiębiorstwach usługowych potrzebne są wiertła do drewna w wersji: przelotowe, nieprzelotowe i puszkowe. Bez nich nie powstanie żaden wyrób z płyty drewnopochodnej ani z litego drewna .
Służą one do wykonania otworów przelotowych lub nieprzelotowych, w zależności od rodzaju narzędzia jakiego używamy do obróbki oraz efektu jaki chcemy osiągnąć. Wszystkie wiertła wykorzystywane w przemyśle meblarskim mogą być wykonane jako wiertła widiowe HM, wiertła wolframowe VHM, wiertła ze stali szybkotnącej HSS oraz wiertła diamentowez płytkami DIA lub inaczej PCD.
Wiertło czterostopniowe do drewna
Proces nawiercania otworów może być wykonywany za pomocą przemysłowych wiertarek wielowrzecionowych, które są przystosowane do wykonywania dużej ilości otworów podczas jednej operacji lub wiertarek stołowych, które głównie są używane przez rzemieślnicze zakłady stolarskie lub jako maszyny pomocnicze w fabrykach mebli.
Do tego dochodzą specjalne wiertła produkowane na zamówienie, które dostosowane są do jednostkowych wymagań klienta, nie tylko ze względu na podstawowe parametry narzędzia jakimi są jego wymiary, ale też na materiał w jakim będą wiercone otwory. W zależności od obrabianego materiału (drewno, MDF, sklejka, płyta wiórowa itp.) dobierane są odpowiednio kąty skrawania co pozwala na przedłużenie żywotności wiertła do obróbki drewna a co za tym idzie zwiększenie wydajności pracy producenta mebli przekładające się na zwiększenie zyskowności.
Wiertła nieprzelotowe do drewna
Wiertła nieprzelotowe znalazły zastosowanie przy wierceniu otworów w drewnie litym, materiałach drewnopochodnych surowych i laminowanych oraz w kompozytach pod kołki, elementy łączeniowe oraz okucia.
Posiadają one końcówkę centrującą (żądełko) ułatwiającą rozpoczęcie procesu wiercenia. Odpowiednio dobrane kąty wierzchołkowe oraz nacinaki gwarantują idealną pracę wiertła a spirala pokryta powłoką PTFE lub P.T.F.E. która ułatwia odprowadzenie wiórów powstających podczas procesu wiercenia poprzez niski współczynnik tarcia jak również dzięki właściwościom antyadhezyjnym oraz posiada własności antykorozyjne.
Wiertła przelotowe dwustopniowe
Wiertła przelotowe stosowane są do wykonywania otworów pod elementy łączne oraz okucia.
Wiertło HM wkręcane
Wiertła puszkowe służą do robienia płytkich otworów w drewnie oraz płytach drewnopochodnych różnego typu pod stalowe lub aluminiowe akcesoria takie jak np. wszelkiego rodzaju zawiasy puszkowe, minośrody, łączniki, zaślepki itp.
Wiertła każdej grupy występują w dwóch wariantach: lewo obrotowe i prawoobrotowe. Związane jest to z wykorzystaniem ich w głowicach wiertarskich w wiertakach wielowrzecionowych i centrach CNC. Wiertła z lewymi obrotami są zwyczajowo malowane na kolor czerwony a z prawymi na czarny.
W zależności od obrabianego materiału wykorzystuje się różne stopy stali do produkcji korpusów wierteł. Jest to konieczne ze względu na zachowanie się danego stopu przy wierceniu. Niewłaściwie dobrane do rodzaju płyty narzędzie skutkuje nie tylko szybkim niszczeniem się wiertła, ale przede wszystkim powstawaniem braków w obrabianych elementach meblowych.
Głowice frezarskie nasadzane i frezy nasadzane to najczęściej używane narzędzia do obróbki drewna, MDF, płyty wiórowej i innych materiałów drewnopodobnych. Głowice frezarskie w porównaniu do frezów do drewna posiadają tą zaletę, że stępione ostrza w postaci nożyków prostych lub profilowych jak również noży strugarskich są wymieniane przez operatora obrabiarki do drewna na nowe nożyki lub noże po ostrzeniu. Nie zachodzi konieczność wymiany całego narzędzia jak to ma miejsce w przypadku frezów do drewna z ostrzami lutowanymi.
Głowica strugarska z nożykami
Noże w głowicy są precyzyjnie ustawiane za pomocą systemu precyzyjnego pozycjonowania. Takie frezy i głowice do obróbki drewna znajdują zastosowanie od małych zakładów stolarskich do dużych fabryk mebli. Narzędzia do obróbki drewna tego typu stosujemy w takich obrabiarkach jak frezarki dolnowrzecionowe, strugarki czterostronne, linie obróbcze. Narzędzia posiadają ostrza widiowe (HM) jak i ze stali szybkotnącej (HSS) w zależności od obrabianego materiału.
PTFE – materiał którym pokrywane są korpusy wierteł firmy METAL WORLD. Materiał popularnie zwany Teflon® zarejestrowany przez firmę DuPont; stosowany w przemyśle ten rodzaj powłoki fluoropolimerowej nazywany jest PTFE lub P.T.F.E.
Zastosowanie takiej powłoki w przeciwieństwie do malowania zwykłą farbą zapewnia:
właściwości antyadhezyjne narzędzia (nie przykleja się pył do korpusu podczas skrawania)
właściwości antykorozyjne
odporność na czynniki chemiczne (klej, lakier, garbniki itp)
odporność termiczna do 260°C
niski współczymmik tarcia (istotne podczas transporu wiórów poza otwór przez wiertło)
Połączenia stolarskie na lamelki bukowe lub często zwane połączenie LAMELLO od nazwy pierwszych maszyn tego typu, które pojawiły się na rynku.
Połączenia na lamelki jest mocniejsze niż połączenie na styk i szybsze w wykonaniu niż tradycyjne połączenie na obce pióro. Za pomocą lamelek możemy łączyć elementy drewniane jak i elementy z materiałów drewnopochodnych (płyta wiórowa, MDF, sklejka itp.) rozwiązanie to jest idealne do doklejek z litego materiału do np. płyty wiórowej.
Frez do połączeń Lamello
Połączenie za pomocą lamelek rozpoczyna się od zaznaczenia miejsc frezowań pod lamelki a następnie za pomocą lamelownicy wykonujemy kanały specjalnym frezem o średnicy 100 mm się gniazda pod złącze. Ważnym czynnikiem podczas frezowania jest dokładna regulacja lamelownicy. Połączenie można wykonać za pomocą zwykłej frezarki wykorzystując frez tarczowy na trzpieniu. Tak wykonane połączenie ma zaletę nad połączeniem tradycyjnym na obce pióro, że jest niewidoczne.
Łączniki czyli lamelki wykonywane są z prasowanego drewna bukowego. Sprasowanie i charakterystyczne wytłoczenia wzmacniają lamelkę, zwiększają powierzchnię klejową i tworzą bardzo wytrzymałe połączenie klejowe. Zaokrąglone krawędzie lamelki ułatwiają wkładanie łączników w gniazda.
Klej w gniazda można nanosić ręcznie ale lepszym rozwiązaniem jest używanie specjalnego aplikatora do kleju, który wprowadza odpowiednią ilość kleju i rozprowadza ją wewnątrz gniazda wykonanego odpowiednim frezem. Pierwsze tego typy aplikatorów były wprowadzone przez firmę LAMELLO jako uzupełnienie oferty lamelownic.
Ponieważ lamelki wykonane są z drewna bukowego należy przechowywać je w suchym miejscu aby nie pobierały wilgoci z otoczenia co jest przyczyną zmian wymiarów lamelki a szczególnie grubości. Lamelki powinny być przechowywane w zamkniętych pojemnikach w celu ochrony przed kurzem, który utrudnia sklejenie lamelki z elementem.
Lamelki produkowane są w trzech rozmiarach (typach):
rys. 2 Wymiary lamelek do lamelownicy typ LAMELLO
typ „0” – o wymiarach 47,2x15x3,945 – polecane do łączenia materiałów o grubości od 8 mm – 12 mm
typ „10” – o wymiarach 53,5x19x3,945 – polecane do łączenia materiałów o grubości od 13 mm – 18 mm
typ „20” – o wymiarach 56,6x22x3,945 – polecane do łączenia materiałów o grubości od 19mm – 25mm
Przy grubości materiałów powyżej 22 mm można używać łączenie podwójne jak na rys. 3.
rys. 3 Połączenie na lamelki – podwójne
Lamelki powinno rozmieszczać się w elemencie w następujący sposób:
nie mniej niż 50 mm od krawędzi elementu
odległości pomiędzy lamelkami min. 150 mm i nie więcej jak 250 mm (mierzone od osi lamelki)
Najlepiej jest rozmierzyć tak aby lamelki miały jednakowe odległości na całej długości spoiny klejowej.
Za pomocą maszyn typu LAMELLO lub „frezarki górnowrzecionowej” można w łatwy sposób wykonać trwałe i dokładne połączenie:
Stolarz to zawód którego praca polega na wytwarzaniu przedmiotów takich jak: meble i innych przedmiotów codziennego użytku z drewna (drewna iglastego, drewna liściastego, drewna egzotycznego), materiałów drewnopochodnych (płyta wiórowa, MDF, OSB, sklejka liściasta, sklejka iglasta, sklejka egzotyczna) ogólnie mówiąc z płyt meblowych.
W swojej pracy stolarz wykorzystuje specjalistyczne narzędzia, przyrządy i obrabiarki do drewna:
strugi
piły
wiertła i świdry
frezy
elektronarzędzia
maszyny stolarskie
liniały, miarki, kątowniki
itp
Konstrukcje mebli i innych przedmiotów wymagają od stolarza znajomości połączeń stolarskich, złączy meblowych, technologii obróbki drewna oraz procesów produkcyjnych i technologicznych wykorzystywanych podczas wytwarzania mebli różnego przeznaczenia.
Stal szybkotnąca HSS (ang. high speed steel) jest to stal, która wykazuje bardzo dobre parametry skrawania i w miarę stałą twardość po hartowaniu między 64 a 66 HRC przy temperaturze ostrza do 650°C. Dodatki stopowe stanowią różny udział procentowy w zależności od zastosowania ostrza.
Pierwiastek
Właściwości
Udział
Chrom (Cr)
Wpływa na jednorodność i drobnoziarnistość struktury oraz zmniejsza ścieranie stali.
3,5 do 13%
Kobalt (Co)
Zwiększa odporność na wysokie temperatury. Tworzy węgliki.
5% lub 10,5%
Molibden (Mo)
Zastępuje drogi wolfram. Tworzy węgliki.
0,7 do 10%
Wanad (V)
Powstawanie drobnoziarnistej struktury stali. Zwiększenie głębokości hartowania. Tworzy węgliki.
1 do 9%
Wolfram (W)
Blokuje rozrost ziaren. Tworzy węgliki.
1,3 do 19%
Najczęściej spotykane noże do strugarek wykonane ze stali szybkotnącej występują w odmianach:
13% Cr – przeznaczone do obróbki drewna miękkiego mokrego
18% W – przeznaczone do obróbki drewna miękkiego suchego i drewna twardego mokrego
Za sprawą stosunku ceny do jakości są to najczęściej stosowane węgliki do produkcji nożyków prostych i profilowych. Charakteryzują się dobrą wydajnością w całym zakresie obrabianych materiałów w przemyśle drzewnym.
MG06
Węglik typu micrograin jest twardszy niż HC05 przez co zwiększa żywotność narzędzia o 50% przy obróbce MDF.
SMG02
Ten węglik jest jeszcze twardszy niż węgliki micrograin i w porównaniu z węglikiem MG06 zwiększa żywotność narzędzia o 100% przy obróbce MDF.
UMG04
Przeznaczony do pracy z bardzo twardymi materiałami. UMG04 jest tańszą alternatywą do narzędzi diamentowych DIA (PCD). Testy wykazały, że jest 3 razy bardziej wydajny niż SMG02 i 9 razy wydajniejszy niż standardowe.
MG18
Dzięki strukturze micrograin jest optymalnym materiałem do produkcji ostrzy z kątem 45º.
Większość frezów posiada ostrza wykonane z węglików spiekanych przylutowanych do stalowego korpusu. Budowa ostrza jest tak zaprojektowana aby umożliwić jak najlepszą pracę narzędzia podczas obróbki drewna, sklejki, MDF, płyt wiórowych oraz innych materiałów drewnopochodnych. Zastosowanie odpowiednich kątów zapewnia idealne wykończenie obrabianej powierzchni oraz wpływa na żywotność narzędzia.
Widok od góry
Kierunek posuwu
Kierunek posuwu materiału musi być przeciwny do obrotów ostrzy. Taki sposób gwarantuje łatwe i skuteczne odprowadzenie wiórów oraz bezpieczne prowadzenie frezów podczas obróbki elementów.
Prędkość posuwu
Podczas obróbki należy dobrać optymalną prędkość posuwu. Jeśli posuw jest zbyt duży to silnik zaczyna zwalniać co może doprowadzić do jego przegrzania i/lub uszkodzenia oraz powstaje zjawisko fali. Natomiast jeśli jest zbyt wolny to narzędzie zaczyna się nagrzewać i przypalać materiał. Najlepiej jest potestować i wypracować samemu najlepszą prędkość posuwu.
W stolarstwie i meblarstwie wyroby gotowe to konstrukcja wykonana z kilku lub kilkunastu elementów płytowych lub graniakowych. Aby wyrób otrzymał kształt ostateczny elementy muszą być połączone w podzespoły (kilka elementów meblowych) a następnie w zespoły meblowe. Wykonuje się to przez zastosowanie połączeń meblowych.
Połączenie meblowe – to ta część konstrukcji mebla w obrębie, której następuje złączenie elementów (dwóch lub kilku) albo podzespołów. Połączenia mogą być nierozłączne (łączone za pomocą kleju) lub połączenia rozłączne za pomocą łączników takich jak: śruby, zatrzaski, łączniki mimośrodowe itp.
Złącze meblowe – to jest ta część elementów, które poprzez odpowiednie ukształtowanie (nadanie profilu) lub za pomocą łączników łączy się ze sobą.
frezy: trzpieniowe i nasadzane w wersji prostej i profilowej
głowice: trzpieniowe i nasadzane w wersji prostej i profilowej
noże do głowic: proste i profilowe
Podział narzędzi ze względu na rodzaj użytego materiału do produkcji narzędzi:
narzędzia HSS – ostrza wykonane ze stali szybkotnącej. Zastosowanie do miękkich i średniotwardych gatunków drewna
narzędzia HW – ostrza wykonane z węglików spiekanych. Zastosowanie do wszystkich gatunków drewna, materiałów drewnopodobnych.
narzędzia DIA/PKD – ostrza wykonane z diamentu polikrystalicznego. Zastosowanie do wszystkich gatunków drewna i materiałów drewnopochodnych. Szczególnie zalecany do materiałów twardych i bardzotwardych
W każdym z tych procesów zastosowanie mają narzędzia do obróbki ręcznej: piły, dłuta, strugi, tarniki, materiały ścierne jak i mechanicznej: piły tarczowe, piły taśmowe,frezy trzpieniowe, frezy nasadzane, noże do głowic, dłuta itp.






















")





")
")
")


")


")

")