
Produkcja drewnianych krzeseł?
Odpowiednie wyposażenie zakładu.
Produkcja drewnianych krzeseł wymaga odpowiedniego wyposażenia. Czy do zakładu stolarskiego podobnie jak do fabryki mebli musisz zakupić maszyny stolarskie i dodatkowo narzędzia dedykowane do tego typu zadania.
Jakie obrabiarki do produkcji drewnianych krzeseł?
Biorąc pod uwagę wybór odpowiedniej czopiarki do frezowania czopów zależy od wielkości produkcji i zasobności portfela. Dodatkowo poza czopiarką potrzebujemy wiertarko-frezarki do frezowania gniazd pod drewniane czopy. Maszyny mogą tylko frezować lub posiadają dodatkowo głowicę wiertarską. Dzięki temu w trakcie jednego cyklu równocześnie wiercą otwory pod kołki, śruby i itp.
Popularne marki producentów specjalizujących się maszynach do produkcji mebli szkieletowych to: Bacci, Balestrini, Camam, Stemas, Friulmac itp.
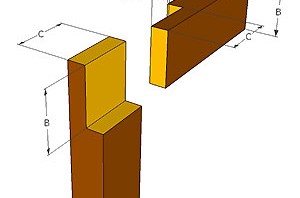
Jeszcze narzędzia do czopów i gniazd.

Przy wyposażeniu warsztatu czy wielkoseryjnej produkcji krzeseł w specjalistyczne obrabiarki do drewna nie zapominaj o narzędziach. Dodatkowo każdą taką specjalistyczną obrabiarkę do drewna musisz wyposażyć w niezbędne narzędzia do frezowania czopów i frezowania gniazd pod czopy. Do wykonania czopów drewnianych możesz wybierać pomiędzy składanymi frezami jak na zdjęciu poniżej a składanymi głowicami. Ponad to narzędzia złożone z dwóch części umożliwiają operatorowi obrabiarki bezstopniową regulację długość czopa. Do frezowania gniazd masz do wyboru frezy trzpieniowe. Frezy spiralne VHM, frezy HSS dwu i czteroostrzowe oraz frezy dwuostrzowe z nakładkami HM. W zależności od gatunku drewna i jak wygląda proces produkcji dobierasz odpowiednie narzędzie do tej obróbki.
Nie zapomnij o szlifierkach i lakierowaniu.
Każda produkcja mebli z drewna litego nie może obyć się bez takich czynności jak szlifowanie i lakierowanie. W związku z tym w Twoim zakładzie nie może zabraknąć takich obrabiarek jak szlifierki i pistolety lakiernicze lub roboty lakiernicze. Często maszyny frezujące są jednocześnie wyposażone przez producenta w zespoły szlifujące. Rozwiązanie to usprawnia produkcję i zwiększa wydajność ponieważ za jednym zamocowaniem elementu są wykonywane dwie operacje.
Podsumowując można stwierdzić, że produkcja krzeseł drewnianych jest skomplikowanym, wieloetapowym procesem w porównaniu z produkcją mebli z płyty wiórowej.


















































")





")
")
")


")








")



















{kind=link}