
Głowice nasadzane do produkcji ryflowanych kołków drewnianych
Narzędzia do produkcji kołków drewnianych.
Ciąg dalszy pytania głowice nasadzane czy frezy do produkcji drewnianych ryflowanych kołków. Przede wszystkim żadna produkcja mebli nie może się obyć bez tego typu łączników. Głownie mebli lub pakowanych do paczek z meblami do złożenia przez końcowego użytkownika.

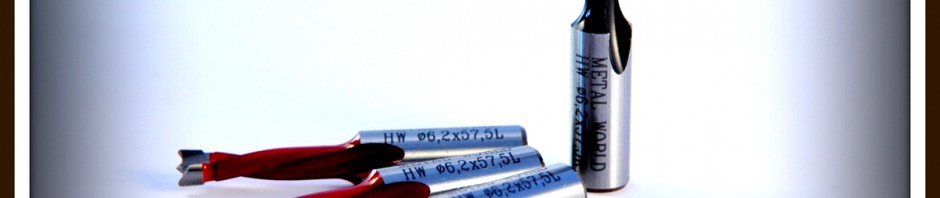
Frezy czy głowice?
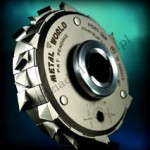
Różnica pomiędzy frezami i głowicami nasadzanymi jest jak każdy stolarz wie, że głowica składa się z korpusu narzędzia i wymiennych noży. W tym wypadku profilowych (no jeszcze z klinów i śrub dociskowych oraz kołków i śrub pozycjonujących). W związku z różnicami pomiędzy tymi narzędziami mamy zalety i wady głowic w porównaniu do frezów HM. Są też niektórzy z Was, którzy z założenia preferują głowice do drewna ponadto inni preferują frezy do drewna.
Zalety głowic frezarskich do drewna:
- Eliminacja błędów ostrzenia być może zmiana kąta i profilu; jakie mogą pojawić się przy nieprawidłowym serwisie frezów. Ponieważ tu wymieniamy płytkę ostrza i pracujemy zachowując parametry obróbki.
- To samo szybka i bezproblemowa wymiana noży profilowych przez narzędziownię czy operatora obrabiarki. Frezy musimy oddać do ostrzenia co wiąże się z zakupem drugiego zestawu lub przestoju w produkcji.
- Po wymianie noży mamy gwarancję na ten sam powtarzalny profil obrabianego kołka drewnianego. Przy frezach podczas niedokładnego serwisu może nastąpić zmiana kształtu profilu.
- Możliwa korekta profilu noży i montaż nowych noży w tym samym korpusie (obniża koszty inwestowania w nowe narzędzia). We frezach natomiast nie mamy takiej możliwości.
- Korpusy głowic mogą być wykonane w wersji stalowej lub aluminiowej. Frezy są produkowane z korpusem stalowym (jest kilka wyjątków ale o tym kiedyś napiszę).
Wady głowic do kołków drewnianych:
- większy koszt inwestycji – frezy są o około 30% tańsze (ale często potrzebujemy 2 zestawy frezów a głowic tyko jeden)
- płytka HM ma grubość 2 – 3 mm co umożliwia kilkukrotne ostrzenie – frezy mają grubszą płytkę i możemy naostrzyć kilkanaście razy
Na zakończenie proponuję – zobacz pod tymi linkami znajdziesz dodatkowe informacje:
wróć do części I: Cześć I – Głowice do kołków meblowych firmy Metal World
wróć do częśi II: Część II – Frezy HM czy głowice do drewnianych kołków ryflowanych cz. II


















































")




")





")
")
")


")


")


















{kind=link}
{kind=link}
{kind=link}