
Jakie narzędzia potrzebne są do uruchomienia produkcji drewnianych ryflowanych kołków do mebli?
Obrabiarka do drewna i co jeszcze?
Głowice do drewna i co jeszcze? Takie pytanie pojawia się kiedy mamy pomysł i maszynę stolarską w postaci strugarki czterostronnej a nie mamy narzędzi.
Produkcja tego typu kołków meblowych nie jest do końca tak prosta jak mogło by się wydawać. Jak przy każdej produkcji, tu też pojawiają się pytania co zrobić aby uzyskać najwyższej jakości wyrób finalny. Oczywiście

możemy dyskutować na temat użytego surowca czy obrabiarki tej czy innej ale to nie jest tematem tego wpisu.
Głowice do drewna czy frezy?
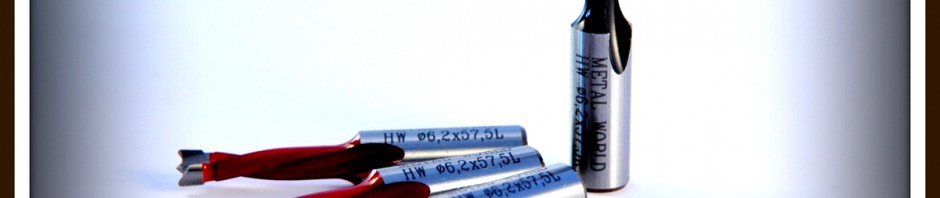
Chciałbym przedstawić różnicę pomiędzy dwoma sprawdzonymi rodzajami narzędzi stosowanymi do tego typu zadania. I tak mamy do wyboru dwie wersje narzędzi: frezy do drewna oraz głowice do drewna.
Jedne i drugie mają swoje zalety jak również i jakieś wady – opiszę oba narzędzia. Przykładem będą narzędzia jednego producenta firmy Metal World. Chodzi mi o to, żeby nie porównywać narzędzi konkurencyjnych firm, a tylko wskazać różnicę pomiędzy rozwiązaniami. Jakość węglika spiekanego oraz wykonania narzędzi nie jest przedmiotem porównania, ponieważ decyzja o wyborze zawsze należy do kupującego.
Metal World – doświadczenie w produkcji narzędzi do drewna.
Wracając do producenta Metal World jest to firma z długoletnią tradycją i doświadczeniem w produkcji profesjonalnych narzędzi dla przemysłu drzewnego. Oprócz narzędzi standardowych specjalizują się w produkcji narzędzi do drewna i materiałów drewnopochodnych na zamówienie czyli dopasowanych do wymagań klienta, parametrów maszyny do drewna i specyfiki procesu technologicznego w danym zakładzie.
Dla kogo profesjonalne narzędzia do drewna?
Producent narzędzi do obróbki drewna swoją ofertę kieruje do dużych zakładów produkcyjnych jak również do średnich i małych zakładów stolarskich. Dla wszystkich klientów, którzy potrzebują profesjonalnych narzędzi.
następna część kliknij: Część II – Frezy HM czy głowice do drewnianych kołków ryflowanych cz. II
Źródło: SEMPER A70 – Profesjonalne narzędzia do drewna | Głowice do kołków meblowych
















































")





")
")
")


")


")









")


















{kind=link}