Pilarka tarczowa – jak bezpiecznie pracować?
Jak praktycznie i bezpiecznie pracować przy użyciu piły tarczowej?
Informacje o drewnie, obróbce drewna i narzędziach stolarskich niezbędnych w warsztacie stolarskim. Opisy i zastosowanie frezów do drewna w stolarstwie.
Jak praktycznie i bezpiecznie pracować przy użyciu piły tarczowej?
Jakie głowice do drewnianych kołków meblowych czy może frezy?
Jakie frezy stosować do frezowania drewnianych kołków ryflowanych na strugarkach czterostronnych?
Frezy czy głowice do produkcji drewnianych kołków do mebli?
Uchwyty do maszyn CNC Dbaj o uchwyty do CNC. Uchwyty do maszyn CNC jako niezbędne wyposażenie. Podczas gdy pamiętasz o tym, że maszyny do obróbki drewna, centra obróbcze CNC, tak jak samochody, wymagają okresowych...
Mocowanie pił tarczowych w maszynach CNC do obróbki drewna Produkcja w przemyśle drzewnym wymusza wykonanie cięć w drewnie itp. pod kątem lub nacinania rowków, kanałów lub nutów za pomocą maszyn numerycznych gdzie narzędzie może poruszać...
jaki frez trzpieniowy spiralny jest najlepszy do frezowania w twardych materiałach?
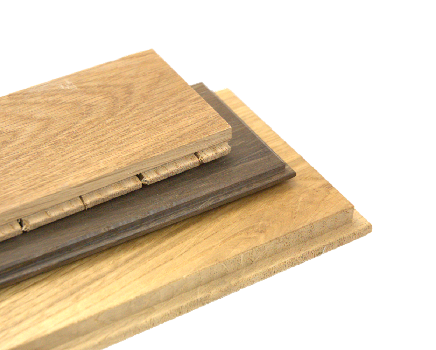
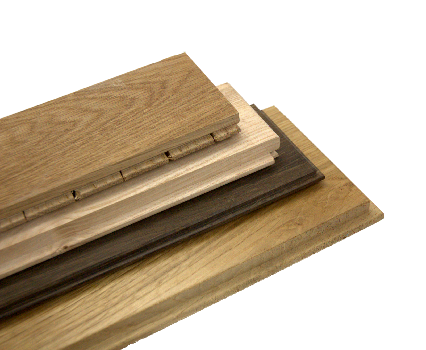
Parkiet dwuwarstwowy Podłogi drewniane, będące efektem ciężkiej pracy, połączonej z zamiłowaniem do profesji stały się inspiracją dla bardzo wielu architektów i dekoratorów wnętrz. Produktem stale figurującym w centrum zainteresowania są głównie parkiety dwuwarstwowe, od...
Z myślą o potrzebach najbardziej wymagających odbiorców, którzy oczekują solidnej, drewnianej podłogi w wyjątkowym stylu, powstały deski lite gotowe. Poprzez
czy dany frez okaże się wyrobem z „górnej półki” decyduje jeszcze ostrzenie, z naciskiem na kąty ostrza, od których w znaczącej mierze zależy sprawność i dobry efekt skrawania drewna.
Gdy powstanie już gotowy przedmiot w kształcie frezu pozostaje jeszcze uzupełnienie go o centralny właściwie element- ostrze węglikowe. Przytwierdza się je za pomocą popularnej techniki lutowania. Jako że węglik należy do dość delikatnych materiałów i musi zostać osadzony bardzo
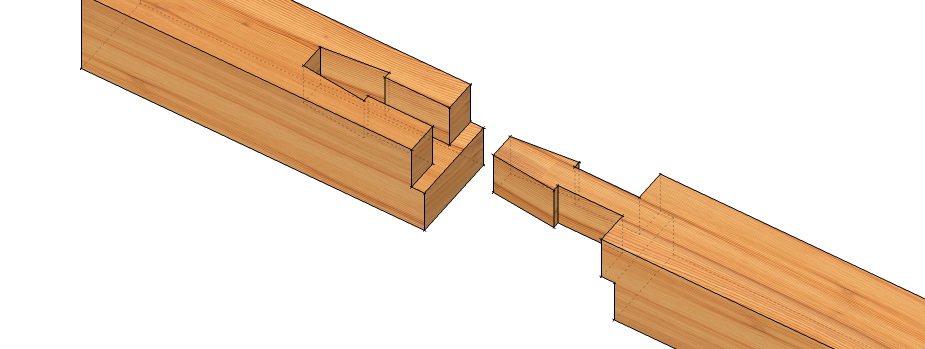
W książce o połączeniach stolarskich i ciesielskich na 124 stronach pokazane są od tych prostych konstrukcji; o ile można mówić o połączeniach japońskich, że są proste do tych całkiem „wymyślnych”. Poza zdjęciami i krótkim opisem każdego połączenia drewnianego znajdziecie również rysunki techniczne potrzebne do wykonania tych złączy.
Nie bez przyczyny produkty lite są rekomendowane zarówno przez stolarzy jak i architektów wnętrz. Wyróżnia je bowiem znakomita izolacja cieplna i akustyczna, a także długowieczność gwarantowana możliwością wielokrotnej ich renowacji.
które frezy trzpieniowe do frezarki górnowrzecionowej są lepsze?
Ciekawostką dla stolarzy czy też innych osób zainteresowanych niesamowitymi rzeczami zrobionymi z drewna na pewno jedną z nich będzie replika drewnianej łodzi podwodnej wystawionej przed wejściem do Muzeum Morskiego w Barcelonie (Maritime Museum Avinguda de les...
Jakiej jakości meble do domu? Choć nasz rynek dosłownie zarzucany jest ostatnimi czasy sprzętem wykonanym z tworzyw drewnopodobnych, wielu z nas- słusznie zresztą- uważa, iż zdecydowanie warto zainwestować w piękne, solidne i trwałe meble...
Jak zrobić prowadnicę do frezarki do drewna? Jeśli już przerobiłeś swoją frezarkę górnowrzecionową na frezarkę dolnowrzecionową teraz potrzebujesz prowadnicy do prawidłowego prowadzenia elementów podczas frezowania. Prowadnica umożliwia frezowanie małych elementów z drewna lub MDF...
Kolejna edycja targów branżowych odbyła się w dniach 06-10 maj 2013 jak zwykle co dwa lata w Hanowerze. Jak podają statystyki targi odwiedziło 90 tys. zwiedzających ( w poprzedniej edycji targi odwiedziło 88 ty....
Połączenia równoległe – technika Połączenia stolarskie równoległe stosowane są aby zwiększyć szerokość, grubość lub grubość i szerokość. Uzyskany element płytowy lub graniakowy otrzymuje zwiększenie parametrów mechanicznych i jest bardziej odporny na warunki zewnętrzne szczególnie istotne przy łączeniu materiałów litych (higroskopijność...
Ulotka do pobrania TRIMATIC_SUPER TRMATIC SUPER 45/9,5 głowica wiertarska do zawiasów BLUM Firma SISTEMI dbając o usprawnienie produkcji w zakładach meblowych i stolarskich stworzyło nowy produkt TRIMATIC SUPER 45/9,5. Ten wyrób przeznaczony jest dla...
Piły tarczowe to z pozoru proste narzędzia używane przy rozkroju podłużnym i poprzecznym drewna i materiałów drewnopochodnych .Nie ma nic bardziej mylnego niż to stwierdzenie. Nigdy nie osiągniemy zadowalającej jakości cięcia używając źle dobranej...
Narzędzia diamentowe oznaczane DIA, DP lub PKD swoją nazwę otrzymały od materiału z jakie są wykonane ostrza tych narzędzi czyli z diamentu polikrystalicznego – syntetyczny materiał super twardy zbudowany z bardzo twardych ziaren diamentu o...
Czasami brakuje mi frezarki dolnowrzecionowej. W tym celu przystosowałem frezarkę ręczną FESTO OF 1400 EBQ lub jak inni mówią „górnowrzecionową”. Wykonałem metalową płytę mocującą do frezarki o wymiarach 5x200x250 mm. Frezarka FESTO OF 1400...
Narzędzia do drewna można podzielić na: narzędzia do ręcznej do obróbki drewna narzędzia do mechanicznej obróbki drewna Narzędzia do ręcznej obróbki drewna: piły dłuta wiertła świdry tarniki Narzędzia do mechanicznej obróbki drewna ze względu...
Wszystkie czynności polegające na przetworzeniu drewna w wyniku powstaje gotowy wyrób to obróbka drewna. Obróbkę drewna możemy podzielić na: ręczna obróbka drewna mechaniczna obróbka drewna W zakres tych pojęć zachodzą procesy technologiczne takie jak:...
Gatunki drewna w stolarstwie Drewno na potrzeby stolarstwa to materiał otrzymany ze ściętych drzew i poddany odpowiedniej obróbce w zależności od asortymentu. Właściwości fizyczno-techniczne poszczególnych gatunków drewna decydują o zastosowaniu ich do określonych celów...
 Ciekawe rzeczy z drewna
Matthias i jego pomysły
Ciekawe rzeczy z drewna
Matthias i jego pomysły Głowica do wierceń pod zawiasy
Głowica do wierceń pod zawiasy Ostrzenie narzędzi DIA
Ostrzenie frezów diamentowych do płyty wiórowej.
Ostrzenie narzędzi DIA
Ostrzenie frezów diamentowych do płyty wiórowej.